
Champion Technology Services nears completion of largest project in company history

In 2018, Phillips 66 awarded Champion Technology Services the Gray Oak Pipeline project. This project is Champion’s largest to date – not only in dollar value, but in the effort that the project required from our company as a whole. It has taken approximately 18 months, 45,500 hours, and effort from over 60 Champions to make this project happen.
The Gray Oak Pipeline project encompasses 22 facilities and 32 pipeline block valve sites throughout 848 miles of pipeline that stretch throughout western Texas. The sites house a combination of pumps, tanks, and truck loading/unloading instrumentation. Champion was responsible for the turn-key delivery of the control system, including the high-quality design and fabrication of the control panels and controllers that are responsible for keeping the pipeline up and running.
The project added complexity by splitting design and configuration into two phases: an accelerated phase and a full service phase.
Project Management
Several key personnel were responsible for the massive coordination and execution of the project as a whole. Specifically, Brad Jordan, Gulf Coast Regional Manager, worked as the Project Sponsor and Dan Ward, Project Manager, served as the Program Manager. As Program Manager, Dan acted as the key point of contact for the whole project by coordinating between the customer and the other Project Managers and Technical Specialists on the team. He spent much of his time with Phillips 66 stakeholders, attending meetings, gathering information, capturing scope, fielding customer requests, and providing feedback on the entire project.
The Gray Oak project showed how Champion is continuing to break down its silos and operating as a unit. It is evident in the collaboration between the Gulf Coast and the Rockies teams – from Project Administrators who have had to also adapt to the demands of the project, to the Engineers who used the right technology for the right application, and to the Leadership team who made it possible to scale the project as the demands grew. Dan says, “[The Gray Oak Project] would not have happened without the right kind of people. It’s an amazing group of people. If we didn’t have the people that we have, this would have been a real nightmare.”
One of biggest challenges during this project was adjusting to and accommodating the customer’s continuous edits to the scope of work as they came through. “The project kept growing, and there’s never been a design freeze,” Dan said. Despite its true size, “Our team’s ability to function like a small integration group, being flexible, dynamic, and being able to accommodate changes was a huge factor in our success.”
Design on the Fly
The project did, in fact, keep growing. In total, our design team developed drawings for 185 panels: 126 enclosures that are housed in Power Distribution Centers (PDCs) and 59 racks. On the programming side, our Engineering team was responsible for programming over 45 ControlLogix® and 33 CompactLogix® control systems, with 10,100 total I/O.
The accelerated phase of the project included the design and fabrication of 75 enclosures and 28 racks. Champion’s designers completed many of the initial designs, and Champion subcontracted MMR to complete the fabrication portion of the work. Khaled Matarneh, Project Manager, was responsible for overseeing the design and fabrication portion of the project. Khaled reiterates Dan’s sentiments that Champion’s team made the real difference in the project’s success. “Everyone stepped up. We made it work despite not having a perfect plan or being perfectly prepared. We have a lot of lessons learned going into the future,” he says.
While the team experienced challenges with procurement and fabrication, from design changes that affected Bill of Material specifications to renegotiating priorities with the subcontractor, the team was able to deliver the high-quality product that the customer expected. Khaled says, “The team was the reason we succeeded; a lot of people jumped in, stepped up, and did what they needed to do to make this work. Even though some members didn’t have direct experience in the role they were playing, they stepped up and made it happen. Everyone learned something new on this project.”
Configuration
On the configuration side, Asa Ange, Engineering Supervisor, lead the crew as its Technical Director. Programming 88 controllers and 10,100 I/O is no small feat. During the accelerated portion of the work, the team had to configure 15 controllers and ~1,900 I/O for 10 sites. Normally, that amount of work for unique systems would take a year of preparation and programming to complete, but by taking advantage of the similarities in each system the Gray Oak engineering team completed it in five (5) months.
To expedite the configuration during the accelerated portion of the process, the team used Rockwell Automation’s Studio 5000 Application Code Manager to build templates for each of the somewhat similar meter sites to produce FAT-ready logic. Specifically, the team built logic templates using the Rockwell Automation PlantPAx(R) DCS Application Library. While the initial templates took several months to create and refine, each controller was completed within about three days of commencing its programming. Design began in February 2019, and the logic for all 15 controllers was ready for testing by June 2019. The rest of the controllers and I/O were programmed during the Full Service portion of the project using the same strategy.
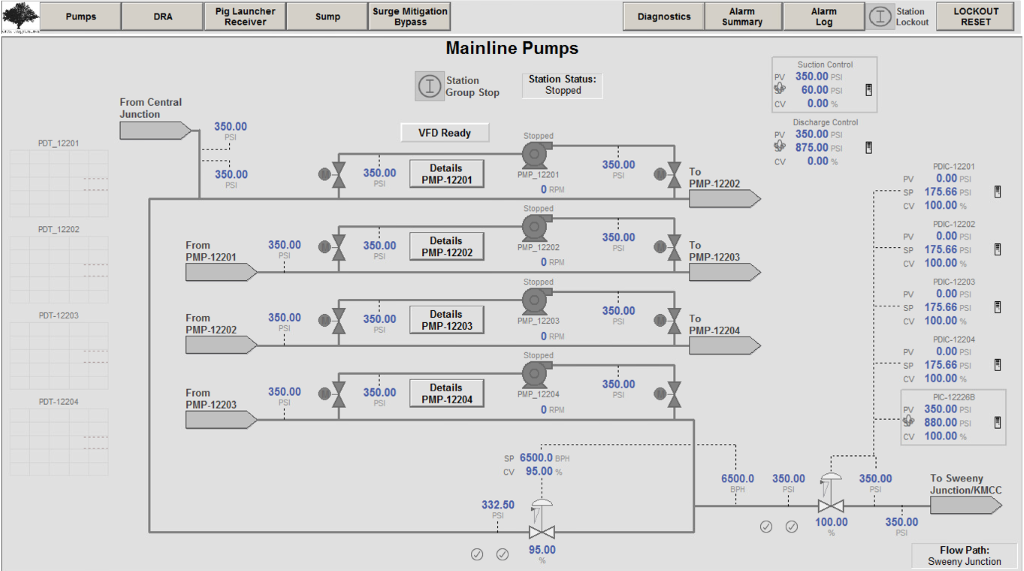
The team developed 150 PlantPAx graphics during the accelerated portion of the work, or up to 10-20 graphics per site. In total, the project required 750 graphics for Operator monitoring and control of the pipeline.
“Even though we didn’t face any ground-breaking technical issues, it was the quantity of controllers and the scale of the project that was the biggest challenge,” Asa recounts. “Our team configured the controllers and graphics on parallel tracks, so when anyone found a bug or something that could potentially affect all of the controller programs, we had to make sure to confirm the change with the customer. If the customer confirmed a global change, we had to modify everything across the board.”
Making sure that modifications were consistent across the controllers proved to be challenging. Asa says that high levels of document control and intense communication and coordination were key to success. “Being systematic about code updates was crucial, especially since site-specific details would add complexity to any requested change.”
Keys to Success
It’s clear to see that constant, consistent, and timely communication was the key to the project’s overall success. Sharing information in a timely manner was also a key factor.
“This project showed the project team a new way of thinking about the way projects can be executed, from taking advantage of Collaboration technology through SharePoint and live document editing,” Dan Ward mentioned.
“Coordinating 40-50 people within various Champion organizations, making sure that information is flowing, and getting information from the customer to the people that need it was a big challenge,” said Asa. “We had to set up the structure and methodology to disseminate information. The struggle was that we needed to build the structure from ground-up.”
While it proved to be an exceptional learning experience, the process saved the team time and kept them nimble enough to keep up with the customer’s requests.
Finishing Up
The project is currently in the commissioning phase. Commissioning started on the accelerated portion in August and ended in November. Full Service commissioning began in January with an expected completion in May 2020. We currently have 10 commissioning teams – each team includes Champion and Phillips 66 resources deployed at different sites with one team per site.
Our Champion family shows the commitment that it takes to complete a project like Gray Oak
The effort required to get the Gray Oak project started and finished took intense coordination among 60 plus Champion personnel who contributed to the project. Everyone added their effort and expertise at various stages in the process, and no contribution went unnoticed. On behalf of everyone at Champion, we’d like to thank all the project contributors for being exceptional individuals and for their hard work and dedication that makes our company truly special.
Champion appreciates the extraordinary commitment and extraordinary sacrifices that the project team and their families have made to make this project a success. Thank you.













































